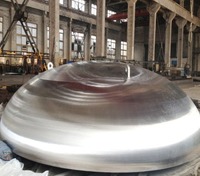
不锈钢封头在加工成型时,表面钝化膜易受损,必须进行酸洗钝化处理。酸洗可清洁表面、修复防护层,钝化能进一步提升膜层致密性与耐腐蚀性,有效延长封头使用寿命,保障其力学性能稳定。采购时应重点查验是否完成酸洗钝化工序。
制造过程中需严格控制温度,加热炉气氛宜为中性或弱氧化性,火焰避免直接接触工件。铝封头热成型温度不超 420℃,低于 300℃不宜继续热加工;钛封头优先热成形,温度控制在 300-400℃,高温成形不超 800℃,冷成形后热校形为 100-350℃。根据材质与规格选择成型工艺,必要时预留氧化层清除余量。